
זונ - פּוו קלאַמער ראָל פאָרמינג מאַשין
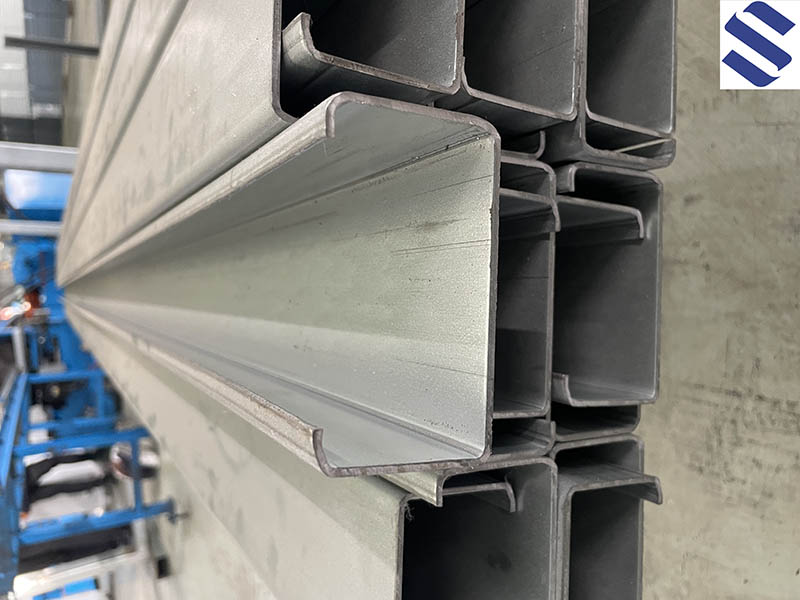
די מאַשין נעמט גאַלוואַניזירט שטאָל אָדער קאַלט-געוואַלגערט שטאָל ווי די רוי מאַטעריאַלן, דורך אַ סעריע טריט צו פאָרעם עס אין אַן AC קאַנאַל פּראָפיל מיט אַ ספּעציפיש פאָרעם און גרייס.
די פאָרמינג טריט דעוויסעס אַרייַננעמען דעקאָילער, פידינג און לעוועלינג מיטל, פּאַנטשינג מיטל, הויפּט פאָרמינג וואַל, הידראַוליק פּאָסטן-קאַטער.
דער ינווערטער קאָנטראָלירט די מאָטאָר גיכקייט, די PLC סיסטעם קאָנטראָלירט לענג און קוואַנטיטעט אויטאָמאַטיש.
דעריבער, די מאַשין דערגרייכט אַ קעסיידערדיק אָטאַמאַטיק פּראָדוקציע, וואָס איז די ידעאַל ויסריכט פֿאַר קאַלט ראָל פאָרמינג אינדוסטריע.
| פּראָפיל מאַטעריאַל | א) גאַלוואַניזירטע פּאַס | גרעב (מם): 1.5-2.5מם |
| ב) שוואַרצע פּאַס | ||
| C) קאַרבאָן פּאַס | ||
| טראָגן שטאַרקייט | 250 - 550 מפּאַ | |
| טענסאַל דרוק | G250 Mpa-G550 Mpa | |
| טיילן פון פּראָדוקציע ליניע | אפציאנעלע ברירה | |
| פאָרמינג סטאַנציע | 18-20 טריט (ביז צו קונה'ס צייכענונג) | |
| הויפּט מאַשין מאָטאָר סאָרט | טעקאָ/אַבב/סימענס | נייען |
| דרייווינג סיסטעם | גירבאַקס דרייוו | * גירבאַקס דרייוו |
| פאָרמינג גיכקייט | 10-15 מעטער/מינוט | 20-35 מעטער/מינוט |
| מאַטעריאַל פֿון ראָולערס | CR12MOV (דאָנגבעי שטאָל) | Cr12mov (דאָנגבעי שטאָל) |
| אָפטקייט טשאַנגער סאָרט | יאַסקאוואַ | נייען |
| PLC בראַנד | מיטסובישי | * סימענס (אפציאנאל) |
| שער סיסטעם | SIHUA (אימפארט פון איטאליע) | SIHUA (אימפארט פון איטאליע) |
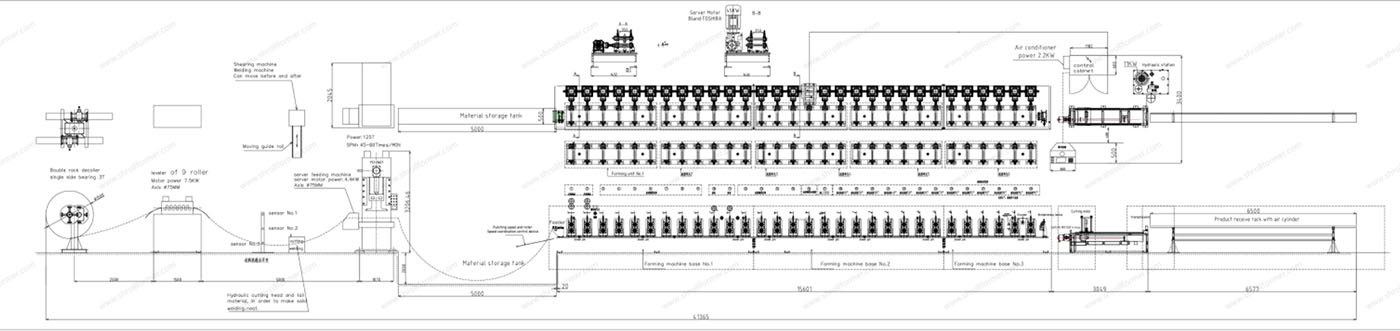
הקדמה פון סטרוקטור קאַנאַל זעמל פאָרמינג מאַשין
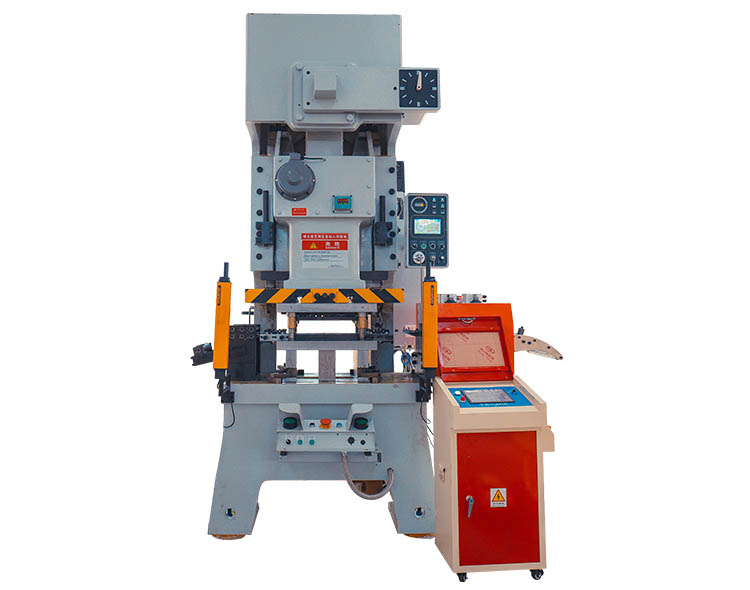
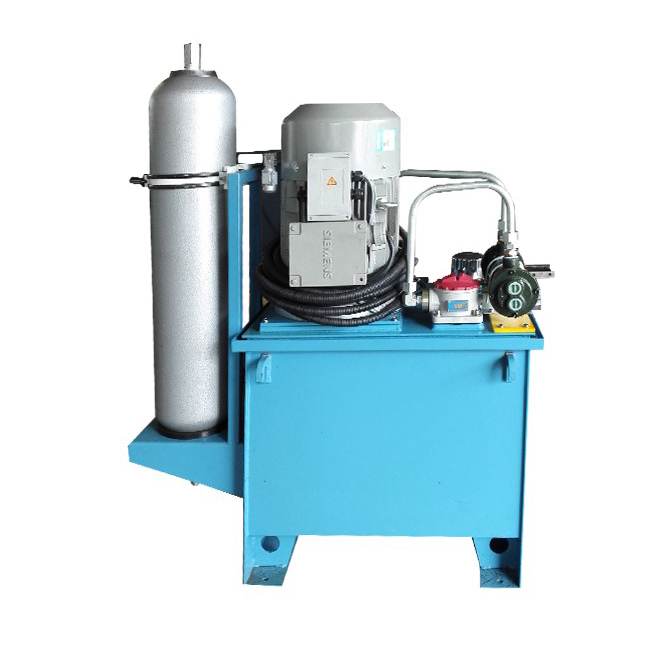
פּראָדוקציע פּראָצעס: דע-קאָילער → לעווער און פידער → פּרעסע מאַשין (אַנטהאַלטן פּאַנטשינג שטאַרבן) → ראָל פאָרמינג פּראָפיל → קאַטינג טיש → פּאַקינג טיש (הידראַוליק סיסטעם געגעבן מאַכט) אַלע טיילן זענען קאָנטראָלירט דורך עלעקטרישע קאָנטראָל סיסטעם.

לעוועלער פון סטראַקט קאַנאַל זעמל פאָרמינג מאַשין.

יאַנגלי קאַפּאַציטעט 125טאָנס יאַנגלי דזשה21-125.
C 38*40 ראָל פאָרמינג מאַשין פּראָדוקט גיכקייט 30-50 מעטער פּער מינוט.

שטאַפּלען טיש 6.5 מעטער.

1. ענקאָדער: אָמראָן (יאַפּאַניש מאַרקע)
2. פרעקווענץ מאָטאָר: 45KW (NIDEC) יאַפּאַן
3. PLC: MITSUBISHI (יאַפּאַנישע מאַרקע)
4. מענטשלעכע צובינד: KINCO
5. רעליי: אָמראָן (יאַפּאַנישע מאַרקע)



פּראָדוקטן קאַטעגאָריעס
-
SIHUA קוואַליטעט הייס פאַרקויף קאַסעט קיל קאַנאַל ראָ ...
-

איטאַליענישע טעכנאָלאָגיע סופיט SIHUA הויפּט און קראָס...
-

סופיט טי גריד זעמל פאָרמינג מאַשין
-

SIHUA אויטאָמאַטישע שער הויך גיכקייט הויך פּרעציזיע ...
-

ראָל פאָרמינג פּראָדוקציע ליניע פון פּראָופיילז CW; UW...
-

פּאַקינג קו פּראָפיל זעמל פאָרמינג מאַשין