




סופיט טי גריד זעמל פאָרמינג מאַשין
מאַשין נאָמען:
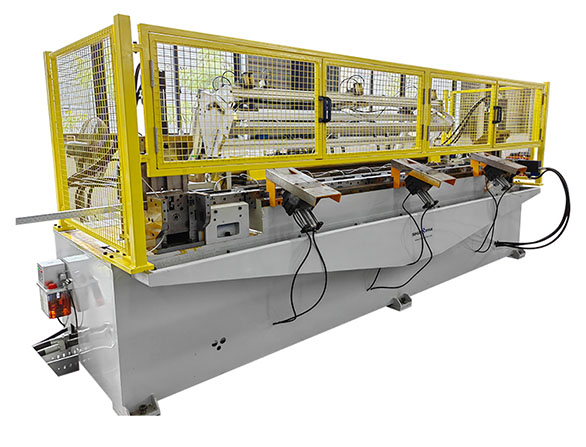
אויטאָמאַטיש הויך-גיכקייַט מולטי-ספּעציפֿיקאַציע הויפּט טי גריד ראָלל פאָרמירונג מאַשין דורך טשאַנגינג איין סעט ראָלל פאָרמירונג אַפּאַראַט (קאָמבי).
וואַל פאָרמינג אַפּאַראַט ניצן גאַנג קעסטל
1.1. די טי-באַר פּראָדוקציע ליניע קען ווערן מאָניטאָרירט דורך אַ פּלק. אויב די טי-באַר פּראָדוקציע ליניע האט ערראָרס, וועט די פּלק געפֿינען די ערראָרס. עס איז גרינג צו וישאַלטן פֿאַר אַרבעטער.
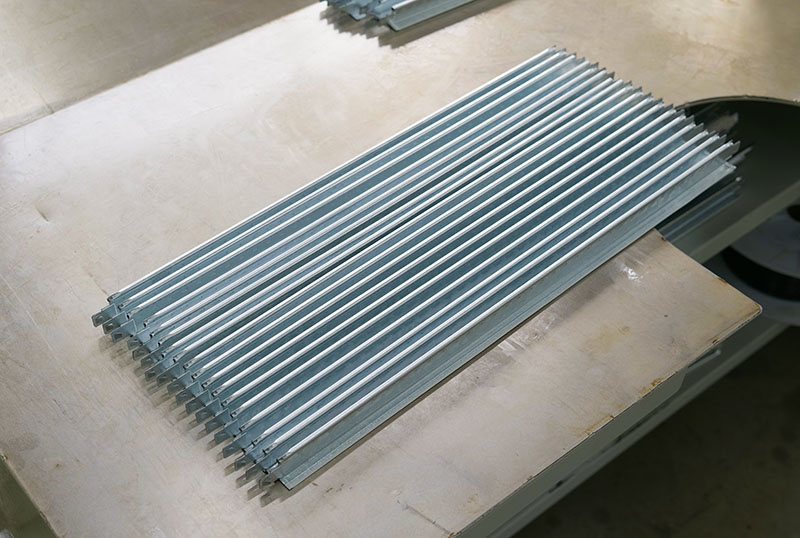
1.2. די גיכקייט פון טי-באַר פּראָדוקציע איז אין 0-60 מעטער/מינוט. קראָס טי באַר דורכשניטלעך גיכקייט איז 36 מעטער פּער מינוט. איין מינוט קען פּראָדוצירן 6 שטיק לענג 3660 מם (12 פֿיס) הויפּט-בוים 40 שטיק פֿאַר לענג 1200 (4 פֿיס).
1.3. פארשידענע ספעציפיקאציעס ראָללער פאָרמינג יוניטס (6) קענען זיין ריפּלייסט אין 30 מינוט, 24X32H ספעציפיקאציעס קענען זיין געשאפן אויב מען לייגט צו איין סעט ראָללער פאָרמינג יוניטס (6).
פּראָדוקט צייכענונג:
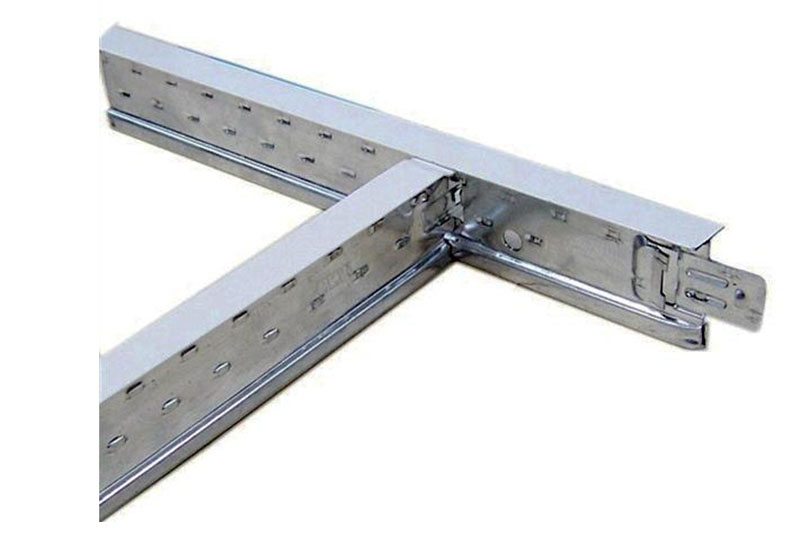
הויפּט ט באַר פּראָפיל 38ה *24*3600מם/3700מם.
קראָס טי באַר פּראָפיל 38ה*24*600/1200מם.
מיר פּלאַנירן די מאַשין לויט דיין באַשטעטיקט צייכענונג.
1. טאָפּל מאָטאָריזירטער דע-קאָילער (פאַרב שטאָל שפּול)
1.1. לאָודינג קאַפּאַציטעט: 1500 קגס * 2
1.2. שפּול ספּעציפֿיקאַציע: OD 2,000 מם ID 508 מם. פֿאַרב שטאָל שפּול ברייט: 100 מם
1.3. דורך האַנט-ראָולינג צו פֿאַרשטאַרקן די שפּול
1.4. געטריבן דורך דעם מאָטאָר
1.5. געטריבענער מאָטאָר: 1.5 קוו
2. טאָפּל מאָטאָריזירטער דע-קאָילער (גאַלוואַניזירטער שטאָל שפּול)
2.1. לאָודינג קאַפּאַציטעט: 3000 קג * 2
2.2. שפּול ספּעציפֿיקאַציע: OD 1,500 מ"מ. אינדיִמער 508 מ"מ. ברייט: 150 מ"מ.
2.3. מיט דער האַנט אַריינוואַלגערן צו פֿאַרשטאַרקן די שפּול.
2.4. געטריבן דורך דעם מאָטאָר
2.5. געטריבענער מאָטאָר: 1.5 קוו

די וואַל פאָרמינג וניץ אַרבעטן אין די הויך-גיכקייַט, אַזוי מיר דאַרפֿן אַ סטאָרידזש וניץ צו באַשיצן מאָטאָר און רעדוסער און פאַרלענגערן זייער לעבן.

מאָטאָר מאַכט איז 15KW, סאָרט איז ABB.
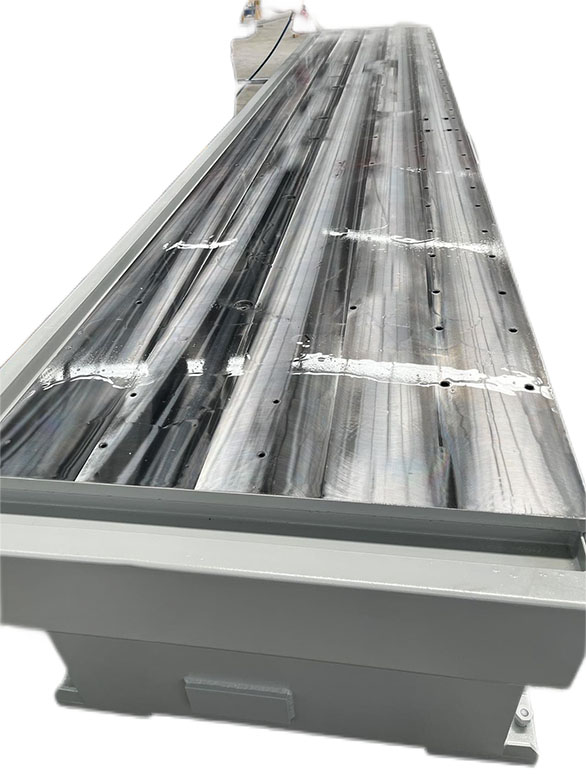
די מאַשין באַזע מאַטעריאַל איז Q345-B שטאָל דורך גאַנצע היץ באַהאַנדלונג צו עלימינירן ינער קראַפט פֿאַר לאַנג מאַשין לעבן.
די מאַשין אַרבעט טיש ניצט גרויס CNC גאַנצע פּראַסעסינג פֿאַר הויך פּינטלעכקייט מדרגה, פלאַך טאָלעראַנץ ין 0.05 מם, דער פּלאַץ ין 0.02 מם אין די וואַל פאָרמינג וניץ אָדער לאָוקייטינג שטיפט.
וואַל פֿאָרמינג איינהייטן (קאָמבי) זענען פֿעסטגעשטעלט אויף דער מאַשין באַזע. קאָמבי קען ווערן ריפּלייסט לויט פֿאַרשידענע טי באַר גרייסן.
ראָל פאָרמינג סטאַנציע 16+ 5 הילפס-ראָולערס, ראָולער מאַטעריאַל איז CR12MOV1 (SKD11) וואַקוום היץ באַהאַנדלונג 58-62 HRC.
די ראָל פאָרמינג מאַשין אַדאַפּטירט גאַנצע גאַנג קעסטל סטרוקטור צו פאַרלענגערן די מאַשין לעבן.
דער שאַפט קאָר דיאַמעטער איז ∮40 מם, מאַטעריאַל איז 40 CR דורך קווענטשינג היץ באַהאַנדלונג.
וואַנט ראַם מאַטעריאַל: Q345 - B, CNC פּראַסעסינג, היץ באַהאַנדלונג.
אויסגלייַכן זיץ נומער: 1 סעט, באַנוץ איז צו אויסגלייַכן פּראָפיל פון אויבן און אַראָפּ, פאָרנט און הינטן, לינקס און רעכטס.
פאָרמינג ליניע גיכקייט 0-80M/min. שנעל אָדער פּאַמעלעך גיכקייט קענען זיין אויטאָמאַטיש קאָנטראָלירט.

לאָך־שטאַרב ניצט דעם מאַטעריאַל פֿון SKD11 מיט וואַקוום היץ־באַהאַנדלונג, די כאַרדנאַס איז HRC 58–62.
אינסטאַלירן 6 שטיק לאָך-לעכער שטאַרבן.
אפגעשניטענע לענג 3600 מם טי-באַר מאַונטינג לעכער, קאַנעקטער דורך הידראַוליק לאָכן, דער ראָבאָט טראָגט די לאָכן טי-באַר צום שטאַפּלען טיש.
מאָטאָר מאַכט: 15KW, מאָטאָר בראַנדז: ABB
פּאָמפּע אַרבעט דרוק: 140 קג הידראַוליק לויפן: 65 ל מאַרקע איז רעקסראָטה (דײַטש)
אויל צילינדערס, קוואַנטיטעט: 9 שטיק
אַקומולאַטאָר: 25 ליטער מאַרקע: OLAER (פראַנצויזיש)
דרוק סענסאָר, IFM (דײַטש) דער עלעקטראָמאַגנעטישער ווענטיל: רעקסראָטה (דײַטש)
פֿילטראַציע מאַרקע איז פּאַרקער (USA) 10.7, די בוימל ווערט געקילט דורך וואַסער אָדער דורך לופט (לויט קאַסטאַמייז).

PLC בראַנדז: מיצובישי (יאַפּאַן).
שער קאָנטראָללער: איטאַליעניש (SIHUA).
אָפטקייט ינווערטער מאַכט: 15 קוו סאָרט: יאַסקאַוואַ (יאַפּאַן)
רעליי און ברעיקער מאַרקע: שניידער.
מענטש-מאשין צובינד (טאטש סקרין) מארקע: KINCO, גרייס 10.4".
עלעקטרישער קאַבינעט, פארבונדן אויסערלעכער דראָט דורך דעם שנעלן פּלאָג.








פּראָדוקטן קאַטעגאָריעס
-

איטאַליעניש טעכנאָלאָגיע סופיט קרייַז ה באַר מאַשין ...
-

אויטאָמאַטיש הויך-גיכקייַט מולטי-ספּעציפֿיקאַציע הויפּט ...
-

איטאַליענישע טעכנאָלאָגיע סופיט SIHUA הויפּט און קראָס...
-

שאַנגהאַי קוואַליטעט SIHUA הויפּט סופיט ט גריד ראָל ...
-

צומיש קאַנעקטער קרייַז ה באַר זעמל פאָרמינג מאַשין
-

סוספּענדעד סופיט אויטאָמאַטיש לאַנג און קורץ קרייַז ...